Сальниковые уплотнения - это один из наиболее часто встречающийся типов уплотнений. И не смотря на то, что сальники постепенно вытесняются другими конструкциями, например , сальниковые набивки ещё долго будут широко использоваться из-за своей простоты и низкой стоимости.
Стандарт распространяется на волокнистые и комбинированные сальниковые набивки, применяемые для заполнения сальниковых камер с целью герметизации подвижных и неподвижных соединений различных машин и аппаратов. Стандарт не распространяется на набивки специальных конструкций.
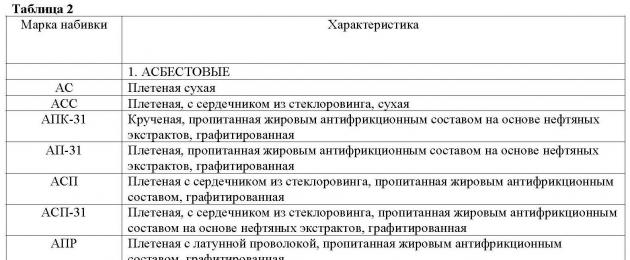
В Таблице 2 Приведены характеристики марок набивок по

В Таблице 3 приведены марки сальниковых набивок в зависимости от области применения.




Большинство набивок, упомянутых в , до сих пор востребованы и пользуются спросом в промышленности.
Сегодня производители уплотнительных материалов предлагают как традиционные набивки, так и более современные материалы, причём упор делается на набивки на основе и различных полимерных материалов (в основном ). Сегодня на рынке широко представлены материалы производства Российских и зарубежных компаний.
Крупнейшие Российские производители:
ОАО «Барнаульский завод Асбестовых Технических Изделий», ОАО «УралАТИ», ОАО "ВАТИ", ЗАО «Унихимтек - Графлекс», ООО «Силур», ЗАО "ТРЭМ Инжиниринг", и др.
Крупнейшие зарубежные производители:
Компании имеющие отношение к данному типу уплотнений:


Уплотнения валов насосов
1. Сальниковая набивка (I поколение уплотнений)
Это одно из самых простых и недорогих уплотнений вала, которым пользовались не одно столетие и пользуются до сих пор.
Конструктивно представляет собой шнур 1, который укладывается в канавку корпуса насоса 3 вокруг вала и поджимается каким-либо способом (уплотняется крышкой сальника 2, которая затягивается винтами к корпусу насоса).
Название «сальниковая набивка» сохранилось со времен, когда в качестве уплотнительного шнура служила веревка пропитанная жиром.
В настоящее время, для уплотнения этого типа используются специальные шнуры, изготовленные из различных материалов и пропитанных специальными пропитками, в зависимости от перекачиваемой жидкости и рабочей температуре.

Данные уплотнения могут работать, если набивка постоянно находится в смоченном состоянии, для чего ее затягивают до такого состояния, чтобы при работе насоса через нее капала жидкость. Если затянуть набивку слишком сильно, то это может привести к перегреву сальникового узла и разрушению набивки. В связи с чем, такое уплотнение не может гарантировать полной герметичности.
Применяется одинарная сальниковая набивка и двойная.
Одинарная работает с жидкостями до +95°С, двойная до +140°С и более.
Особенностью эксплуатации двойного сальнака служит необходимость подвода затворной жидкости в камеру между уплотнениями. При этом давление затворной жидкости должно быть на 0,5 атм выше, чем давление в насосной части. На рисунке показано устройство двойного сальникового уплотнения.
Виды набивок:
- графитовые, на основе армированной фольги сечение от 3мм до 50мм
Такие сальниковые набивки обладают высокой упругостью, хорошей пластичностью при обжатии, имеют низкий коэффициент трения, высокую теплопроводность, исключают коррозионный и механический износ рабочей поверхности.
Применяются для использования в водяных насосах.
- из синтетических волокон сечение от3мм до 50мм
Набивки из синтетических волокон обладают высокой механической прочностью и стойкостью к абразивным средам. Они рекомендуются к применению в нефтеперерабатывающей, химической, целлюлозно-бумажной промышленности.

- фторопластовые (на основе экспандированного фторопласта) сечение от 3мм до 50мм
Фторопластовые набивки стойки к агрессивным средам, практически не имеют холодной текучести, при обжатии очень пластичны. Они рекомендуются к применению в фармацевтической, пищевой, целлюлозно-бумажной, химической промышленности.
Исключение составляют фторсодержащие жидкости.
Фторопластовые графитонаполненые (на основе экспандированного графитонаполненного фторопласта) сечение от 3мм до 50мм
Графитонаполненые сальниковые набивки обладают хорошей химической стойкостью во всех средах, высокой теплопроводностью, низким коэффициентом трения, высокой упругостью и пластичностью, практически не имеют холодной текучести.
Прочность этих набивок достигнута путём вплетения в угловую оплётку армидного волокна (кевлара)- это даёт возможность использовать данные набивки для надёжной герметизации оборудования служащего для перекачки сред содержащих абразивные частицы, песок, а также среды способные к крестализации. Они рекомендуются к применению в фармацевтической, пищевой, химической промышленности и энергетике.
- комбинированные (графит-фторопласт) сечение от 3мм до 50мм
Комбинированые набивки обладают высокой пластичностью, упругостью, имеют низкий коэффициент трения, наиболее долговечны в эксплуатации благодаря угловой оплётке, которая обеспечивает упрочнение набивки, исключая выдавливание материала зазоры сальника.
2. Манжетные уплотнения (II поколение уплотнений)

Эти уплотнения являются альтернативой сальниковой набивки и появились после изобретения резины.
По конструкции представляет эластичную манжету, надетую на вал насоса, уплотнитель которой герметизирует вал за счет установленного пружинного кольца и давления жидкости в корпусе насоса.
Обычно, при установке в насосах, температура перекачиваемой жидкости не превышает +70...90°С

Изготавливаются из резины различных марок:
Этилен-пропиленового каучука (EPDM) – для пищевой промышленности и щелочных жидкостей,
- нитриловой резины (NBR) – при перекачивании ГСМ,
- фторкаучуковой резины (Viton, FPM) при перекачивании кислотосодержащих жидкостей.

Манжеты могут изготавливаться в 4 исполнениях в соответствии с ГОСТ 8752-79.
Пример обозначения: 1.2-dxD, где 1.2 исполнение манжеты, d – диаметр вала, D – диаметр посадочного места в корпусе насоса.
Различаются:
- по типу манжеты (первая цифра): 1 – без пыльника, 2 с пыльником
- по исполнению манжеты (вторая цифра): 1 – с рабочей кромкой, полученной механической обработкой, 2 – с формованной рабочей кромкой.
Могут устанавливаться как по отдельности, так и последовательно по несколько штук.
3. Торцевые уплотнения (III поколение уплотнений)

Такие уплотнения называют еще механическими. Торцевые уплотнения представляют собой сборочную единицу, состоящую из 2 основных частей: неподвижного элемента (кольцо 6 и уплотнительный элемент 7), который крепится в корпусе насоса и уплотняет место установки, и подвижного, который крепится на валу и герметизирует вал (состоит из резинового сильфона 2, кольца 5 и пружины 4). Между этими элементами находятся 2 кольца из композитных материалов или керамики (поз. 5, 6), которые имеют в месте контакта прецизионные поверхности, по которым и идет уплотнение между подвижным и неподвижным деталями.
На чертеже, для наглядности, показано рабочее колесо насоса (поз. 1) и корпус насоса (поз. 2).
Торцевые уплотнения имеют большой срок службы и практически не дают утечек (утечки составляют менее 0,1 см3/ч).
Различают 3 вида установки торцевых уплотнений:

- одинарное торцевое уплотнение.
Это самая распространенная схема. Применяется, если не требуется полной герметичности и достаточно рабочей температуры до +95…+140°С.
Утечки, хоть и небольшие, но все же существуют в любом уплотнении. Для воды и неагрессивных жидкостей это не принципиально, но если требуется перекачка ядовитых или химически активных жидкостей, то даже утечки менее 0,1 см3/час, могут привети к скапливанию в помещении паров этих жидкостей.
Для того, чтобы этого избежать, используют двойное торцевое уплотнение.

- двойное торцевое уплотнение по схеме «спина к спине»
Такое уплотнение применяется при перекачивании взрывоопасных или ядовитых жидкостей, утечки паров которых не допустимы. Также эта схема применяется при перекачивании жидкостей, которые могут при высыхании «склеить» рабочую пару уплотнения (например, сахарные сиропы и т.п.). Для работы такого узла уплотнения требуется подвод затворной жидкости, давление которой должно быть больше чем в насосе не менее чем на 0,5 атм).
Уплотнения этого типа могут работать до температуры +140…+200°С.

- двойное торцевое уплотнение по схеме «тендем».
Применяется, когда подвод затворной жидкости к узлу уплотнения извне невозможен. Для работы возможно изготовление автономного бачка с жидкостью для охлаждения узла уплотнения.
Уплотнения этого типа могут работать до температуры +140°С.

Существует много типов торцевых уплотнений. Приводим фото одного из них (серии Т2100). Принцип работы остальных схожий. Отличаются, в основном, материалами сильфона, эластомеров, материалами колец и монтажными размерами.
Сильфон может быть выполнен из металла или из резины различных марок.
Кольца могут быть изготовлены из керамики, карбида кремния, графита.
Срок службы правильно подобранного торцевого уплотнения может быть 5 и более лет. Уплотнения не требуют обслуживания.
1. Первоначально необходимо произвести полную очистку камеры и вала, удалив всю старую набивку, после чего внимательно обследовать вал с муфтой на наличие глубоких зарубок и следов износа. При обнаружении существенных изъянов, необходимо осуществить замену изношенных деталей или выполнить их обработку механическим способом. Величина сальникового зазора по отношению к сечению набивки не должна превышать 2-х процентов.
2. Затем сальниковая насосная камера заполняется кольцами набивки, подготовленными ранее. Разрез колец может быть перпендикулярным или диагональным. Набивочные кольца лучше всего нарезать на оправке, имеющей тот же самый диаметр, что и вал в области сальниковой камеры. Нарезка колец может производиться вне сальниковой камеры, на валу.

Набивка плотно (но без чрезмерных усилий) наматывается на оправку. Кольцо разрезается и вставляется в сальниковую камеру. При этом необходимо обязательно удостовериться в том, что оно имеет плотное прилегание к стенкам сальниковой камеры и должным образом заполняет набивочное место.
Аналогичным образом могут быть разрезаны все дополнительные кольца. Первое кольцо можно использовать в качестве образца, с которым в процессе разрезания будут сравниваться остальные кольца.
При разрезании встык колец, расположенных на плоской поверхности, необходимо обязательно убедиться в том, что при измерении длины кольца учитывается не внутренний или внешний диаметр, а длина используемого в качестве образца кольца. Это позволит добиться максимально плотного соприкосновения концов колец.
Если оправка отсутствует, то расчет длины кольца сальниковой набивки производится с помощью следующей формулы:
Длина кольца набивки = (S + D) * K *π
где S - сечение сальниковой набивки
D - диаметр вала
К = 1,03 для D больше 100 мм
К =1,07 для D = 50-100 мм
К =1,1 для D меньше 50 мм
Кольца должны иметь правильный размер. В противном случае довольно значительно уменьшается срок службы набивки.
3. Кольца следует устанавливать максимально плотно. Точка, в которой осуществляется стыковка следующего кольца, должна располагаться относительно места стыковки предыдущего кольца со сдвигом на 90 градусов (как минимум). Все кольца должны быть очень плотно посажены на свои места. По окончании установки в сальниковую камеру всех предварительно подготовленных колец их следует слегка поджать с помощью грундбуксы, при этом стараясь не допускать ее перекоса. В процессе установки колец сальниковой набивки требуется учитывать направление вращения насосного вала и направление плетения набивки.

4. Поджим набивки по месту с использованием усиленного надавливания ее грундбуксой следует избегать. Наличие чрезмерной течи в течение первых 60-ти минут работы позволит впоследствии добиться лучшей работоспособности набивки на протяжении всего периода ее эксплуатации (который, к тому же, станет более продолжительным). Сальник необходимо равномерно и аккуратно поджимать до тех пор, пока величина течи на один сантиметр диаметра насосного вала не достигнет уровня пяти-семи капель в минуту.
Внимание: Запуск насоса, на котором установлена новая сальниковая набивка, производится со значительным подтеканием. Останавливать течь полностью не рекомендуется ни в коем случае.
Сальниковое уплотнение - один из видов уплотнений различных устройств и механизмов. В силу своей простоты в конструкции и стоимости, одно из самых известных и распространённых уплотнительных устройств.
Название сальниковая набивка, сальник, пошли с давних времён, когда для уплотнения различных узлов в механизмах использовалась пропитанная жиром веревка, чаще пенька.
Одним из самых распространенных видов мягких уплотнений, применяемых в современном оборудовании, является плетеная набивка. Сальниковая набивка выплетается из ниток в виде шнура прямоугольного или квадратного сечения.
Эксплуатационные характеристики напрямую зависят от структуры уплотнителя и состава, который применялся на производстве. Сальниковые набивки (уплотнения) изготавливают из натуральных и исскуственных материалов, а так же пропитываются различными составами, в зависимости от области её дальнейшего применения.и от условий применения (давление, динамические нагрузки, температурный режим) Так может делатся из , улучшенных армирующими основами из всевозможных материй либо из веревок политетрафторэтилена (ПТФЭ).
Типы набивок



В зависимости от плетения бывают диагональные (сквозные и комбинированные) сальники и одно- многослойные (имеется в виду структура сердечника).
сухие и пропитанные (в качестве пропитки используются жировые, графитные и клеевые смеси);
армированные и неармированные.
Асбестовые
Данная набивка сальников применяется в агрессивных средах, так как она отлично справляется с повышенной температурой и давлением. Ее маркировки: АС, АП, АИР, АГП. Эти прокладки эксплуатируются в нефтяной, металлургической и газовой промышленности, а также в автомобилестроении.
 |
Сальниковая набивка АГИ (Асбестовая проклеенная с Графитом Ингибированная) Рабочие среды: жидкие нефтепродукты, газообразные нефтепродукты, агрессивные, воздух, азот, инертные газы, водяной пар, вода, органические продукты. |
 |
Сальниковая набивка АП (Асбестовая Плетеная пропитанная антифрикционным жировым составом) Рабочие среды: нейтральные, агрессивные, жидкие, нефтепродукты, газообразные и пар. Применяются: центробежные насосы, плунжерные насосы, запорные арматуры. |
 |
Сальниковая набивка АПР (Асбестовая с ПРоволокой пропитанная антифрикционным составом) Рабочие среды: нейтральные, агрессивные, жидкие, газообразные и нефтепродукты. Применяются: центробежные насосы, плунжерные насосы, запорные арматуры. |
 |
Сальниковая набивка АПРПП (Асбестовая с латунной ПРоволокой Прорезиненная Пропитанная антифрикционным составом и графитированная) Рабочие среды: нефтепродукты, нефтянные газы, органические продукты, угольные шламы, смолы, пасты, воздух, вода, пар. Применяются: центробежные насосы, плунжерные насосы, запорные арматуры. |
 |
Сальниковая набивка АПРПС (Асбестовая с латунной ПРоволокой Прорезиненная Сухая и графитированная) Рабочие среды: вода, пар, нефтепродукты, нефтяные газы, щелочи, органические продукты, угольные шламы, смолы, воздух, пасты. Применяются: центробежные насосы, плунжерные насосы, запорные арматуры. |
 |
Сальниковая набивка АС (Асбестовая Cухая плетеная) Рабочие среды: нейтральные, агрессивные, жидкие (в том числе амиак), газообразные (в том числе амиак). Применяются: плунжерные насосы, запорные арматуры. |
 |
Сальниковая набивка АФТ (Асбестовая пропитанная эмульсией Фторопласта и Тальком) Рабочие среды: сжиженные газы, жидкие органические продукты, газообразные органические продукты, этилен, кислые, щелочные, аммиак, морская вода. Применяются: центробежные насосы, плунжерные насосы, запорные арматуры |
Современные сальниковые набивки обычно представляют собой шнуры или кольца и часто используются по причине простоты своего устройства, существуют также безабестовые уплотнители.
Фторопластовые
Эластичные и стойкие к агрессивным условиям. Специфика таких набивок в том, что их запрещается использовать в средах, где есть хлор. Применяются они в фармацевтической, нефтяной и химической промышленности.
Графитовые
Данные сальниковые набивки обладают высокой упругостью, хорошей пластичностью при обжатии, имеют низкий коэффициент трения, высокую теплопроводность и что немаловажно практически исключают коррозионный и механический износ рабочей поверхности валов, штоков насосного оборудования и запорной арматуры.
Преимущества этих прокладок в том, что они отличаются низкими теплопроводностью и коэффициентом трения. Недостатки - их не дозволяется использовать в средах с высокой концентрацией азотных, хлористых и хромсодержащих соединений.
|
Сальниковая набивка «Герморум» С-101 (плетеная из высококачественного гибкого графитового волокна) Рабочие среды: вода, углеводороды, смазочное масло, термальное масло, водород, аммиак, органические растворители, криогенные жидкости, и многие другие среды. рН рабочей среды от 0 до 14 (кроме олеума, «дымящей» азотной кислоты, «царской водки», сильных окислителей) Применяются: для уплотнения валов высокоскоростных насосов с минимальными протечками рабочей жидкости для охлаждения. |
|
|
Сальниковая набивка «Герморум» С-105 (плетеная из высококачественного гибкого графитового волокна пропитанного политетрафторэтиленом по специальной термохимической технологии) Рабочие среды: вода горячая, холодная, углеводороды, смазочное масло, термальное масло, органические растворители, растворы солей, щелочей и многие другие среды. рН рабочей среды от 0 до 14 (кроме олеума, «дымящей» азотной кислоты, «царской водки», сильных окислителей) Применяются: для уплотнения валов центробежных и плунжерных насосов с минимальными протечками рабочей жидкости для охлаждения. |
|
|
Сальниковая набивка «Герморум» С-161 (плетеная из высококачественного гибкого графитового волокна армированная высококачественным углеволокном) Рабочие среды: Тяжелые и легкие горячие нефтепродукты, продукты нефтегазовой переработки, вода, углеводороды, смазочное масло, термальное масло. рН рабочей среды от 2 до 13 (кроме олеума, «дымящей» азотной кислоты, « царской водки», сильных окислителей) Применяются:для уплотнения валов центробежных насосов с минимальными протечками рабочей жидкости для охлаждения, также сальниковых камер запорной арматуры. Вплетённая по углам нить из углеволокна повышает механическую прочность, особенно при наличии абразивных примесей и при возможной кристаллизации перекачиваемой среды. |
|
|
Сальниковая набивка «Герморум» С-250 (гибкое плетеное углеволокно пропитанное эмульсией политетрафторэтилена (ПТФЭ)) Рабочие среды: вода горячая, холодная, углеводороды, смазочное масло, термальное масло, органические растворители, растворы солей, щелочей и многие другие среды, pH от 2 до 13 (кроме олеума, «дымящей» азотной кислоты, «царской водки», сильных окислителей) Применяются:для уплотнения валов центробежных и плунжерных насосов, рекомендуется устанавливать в качестве крайних колец к другим видам набивок, например, «Герморум» С-101 или «Герморум» С-105, для получения различных свойств сальникового уплотнения. При такой схеме набивка «Герморум» С-250 играет роль пыльника, сдерживая проникновение абразива в зону сальника, а также предотвращает выдавливание более мягкого уплотнительного материала |
|
|
Сальниковая набивка «Герморум» С-510 (плетеная экспандированный графитонаполненный фторопласт) Рабочие среды: вода горячая, холодная, углеводороды, смазочное масло, термальное масло, органические растворители, растворы солей, щелочей. для уплотнения сальниковых камер насосов, перекачивающих растворы кислот и щелочей и другие агрессивные среды. рН рабочей среды от 0 до 14 Применяются:для уплотнения сальниковых камер насосов, перекачивающих растворы кислот и щелочей и другие агрессивные среды. |
Выбор сальниковой набивки
Материал сальниковой набивки должен обеспечивать герметичность и не вызывать коррозии поверхности, соприкасающейся с набивкой, а так же максимально возможный срок выполнять работу при тех условиях, где она применяется. Прокладка должна быть химически неактивной с перекачиваемой средой, сырье не должно вступать в реакцию при контакте с отделяемой средой либо изменять свои основные качества. К примеру, если сальниковая набивка применяется для герметизации установки (колонны, скруббера), в которой действуют агрессивные газы либо щелочи и кислоты, то основа сальника должна быть кислото- и щелочестойкой. То же самое относится и к углеводорожам (бензину, маслам, жирам). Растворение сальника, безусловно, может привести к разгерметизации, аварии, потере реагентов и так далее.
Набивка сальника задвижки должна выдерживать высокие температуры и высокое давление. В частности, в ректификационных колоннах перегонка нефти осуществляется при высокой температуре. Разгерметизация может привести к ухудшению состава продуктов перегонки, воспламенению, выделению паров наружу и даже взрыву.
Если прокладки сальников используются в направляющих смесях, то они должны быть стойкие к изменчивым нагрузкам. К примеру, для герметизации движущихся деталей насосов сальниковая набивка должна иметь устойчивость к фрикциям. Помимо этого, прокладки должны быть прочными к истиранию. Для этого их дополняют разными веществами, например, фторопластом.
Особенности применения сальникового уплотнения, минусы и плюсы.
С одной стороны, набивка должна смачиваться транспортируемой по трубопроводам жидкостью. Это необходимо для охлаждения и смазки сальника. Само же смачивание чревато потерями жидкости, что предпологает при работе насоса. к примеру, потерю 1-15 литров, зависит от общей подачи, производительности насосаи типа сальника. Если же набивка не будет смачиваться, то материал потеряет целесообразность использования, быстро «выгорит». То есть уплотнение не может гарантировать полной герметичности и так же необходимо постоянно обслуживать сальники.
С другой стороны, компрессоры и насосы при этом можно не разбирать, что и является одним из существенных преимуществ уплотнителей. Самообслуживание представляет собой периодическое «подтягивание» уплотнения. Так же многие из тех, кто сталкивался с монтажом сальника для одноступенчатого насоса, зачастую отмечают универсальность набивки. Использование уплотнителей не ограничивается высокоскоростными валами Отмечается, что уплотнение сальников насосов со смазкой на основе силикона проявляет большую термическую устойчивость. Вариации с высоким содержанием углерода существенно уменьшают степень расширения при увеличении температуры перекачиваемой жидкости. А арамидные волокна со специальной пропиткой из PTFE позволяют сальнику работать в агрессивной среде на химическом производстве, ТЭЦ и в бумажной индустрии.
Именно потому что, это одно из самых недорогих и простых уплотнений, сальниковое уплотнение широко используется.
Набивка для сальников применяется в областях коммунального хозяйства ЖКХ и промышленности: химической, газодобывающей; нефтедобывающей; перерабатывающей; пищевой; атомной. Рабочие среды: нефть; перегретый пар; вода; газы (в том числе сжиженные); агрессивные химические вещества; нефтепродукты.
Компания Аросна предоставляет покупателям возможность купить насосные запчасти и детали в том числе сльниковые и торцовые уплотнения, недоро. Продажа осуществляется на условиях самовывоза со склада, а также с доставкой по выбору покупателя.
Представленные запасные части к наиболее востребованым моделям Д и 1Д, К, КМ, СМ, такие как рабочие колеса, как правило есть в наличии
Купить запчасти можно
Обращайтесь
У Вас есть вопрос , не нашли нужную запчасть, что-то ещё
Поставляемый ассортимент широк, в том числе включает в себя некоторые специальные виды, которые не возможно на данный момент разместить в формате интернет магазина, в данном формате размещены наиболее часто запрашиваемые запасные части, по этому если не нашли нужное оборудование, запасные части, детали, это ещё не значит, что их нельзя приобрести Все может быть возможно, вы можете посмотреть в специальном разделе Новости где размещаются текущие обновления, полные действующие перечни и т.д. или просто
и менеджеры Аросна ответят Вам
В заявке желательно указать всю имеющуюся информацию о оборудовании: полную маркировку, год выпуска, по возможности фото
Данная информация может влиять как на сроки и цену, так и при сохранении цены, на то, подойдет ли запчасть Это связано с возможными изминениями в конструкции со временем, различными производителями, так как производитель имеет право при сохранении основных параметров товара с целью улучшения его свойств изменять внутренюю конструкцию, так же со временем меняются технологические процессы
Работаем с юридическими и физическими лицами
Для получения оформленного коммерческого предложения по форме для организаций или оформления счета на юридической лицо укажите реквизиты в комментарии при оформлении через корзину или при использовании форм заказа или покупки в один клик в тексте заявки и / или направьте по электронной почте
Сальниковые набивки в арматуре низкого, среднего и высокого давления служат для заполнения сальника в целях предотвращения пропуска среды через зазоры между движущимся шпинделем и крышкой, а у арматуры сверхвысоких параметров, кроме того, для заполнения сальника подвижного поршня - крышки и корпуса арматуры.
Набивки, пропитанные антифрикционным составом, применяются также с целью смазки сальника и корпуса цилиндра арматуры сверхвысокого давления.
Набивка должна создавать наименьшее трение о шпиндель и должна быть устойчивой против износа под воздействием среды, стойкой в условиях работы при высокой температуре и давлении, и не должна задирать шпиндель и поршень - крышку во время открытия и закрытия арматуры.
Тип и материал набивок выбираются в зависимости от среды, давления и температуры. Применение набивок в зависимости от среды и ее параметров приведено в таблице:
Типы сальниковых набивок и область их применения
Предельные параметры среды | |||
Рабочая среда | Давление, кгс/см2 | Температура, °С | Сальниковая набивка |
Воздух и смазочные масла | 160 | 100 | Плетеная хлопчатобумажная сухая (ХБС) и пропитанная (ХБП); пеньковая сухая (ПС) и пеньковая пропитанная (ПП) |
Топливо нефтяное | 100 | Плетеная хлопчатобумажная пропитанная (ХБП); пеньковая сухая (ПС) и пропитанная (ПП); асбестовая пропитанная (АП); асбестомаслостойкая |
|
Вода | 130 | Плетеная тальковая сухая (ТС) и пропитанная (ТП) |
|
Вода | 160 | 100 | Плетеная хлопчатобумажная пропитанная (ХБП); пеньковая сухая (ПС) и пропитанная (ПП); скатанная прорезиненная хлопчатобумажная (ПХБ) и льняная (ПЛ); манжеты хлопчатобумажные (МХБ) и льняные (МЛ) |
Вода и пар | 200 | 300 | Манжеты асбестовые (МА) |
Газы | 300 | Плетеная асбестовая сухая (АС) и асбестопроволочная (АПР) |
|
Пар | 130 | Плетеная тальковая сухая (ТС) |
|
-/- | 400 | Плетеная асбестовая сухая (АС) |
|
-/- | 100 | 400 | Скатанная прорезиненная асбестовая (ПА) или асбестометаллическая (ПАМ) |
Пар | 100 | 510 | Асбестовая пушонка (40°/о распущенного асбеста и 60°/о графита), снизу и сверху по одному асбестовому кольцу |
-/- | 100 | 510 | Асбестовые кольца, между которыми устанавливаются втулки из чешуйчатого серебристого графита |
-/- | 255 | 585 | Асбестовые кольца, пропитанные графитом с прослойкой серебристого чешуйчатого графита |
-/- | 300 | 650 | Графито-слюдяная с цинком (ГСЦ) или алюминием (ГОА) |
Вода | 230 | 230 | Плетеный асбестовый шнур „Рациональ» и асбестовая пушонка |
Набивки различаются твердые и мягкие. Мягкие сальниковые набивки изготовляются из:
- волокнистых материалов растительного происхождения - хлопчатобумажной, льняной, пеньковой или жгутовой пряжи;
- асбестового волокна или пряжи, содержащих примеси хлопковых волокон и усиленных металлической проволокой.
Твердые набивки изготовляются из металла или сочетания металла с асбестом или графитом. Металлические набивки не получили широкого распространения.
В связи с тем, что сальниковая набивка может приводить к коррозии штоков, набивку сальников необходимо производить после окончания монтажных работ перед гидравлическим испытанием паропроводов.
Прокладки между фланцевыми соединениями устанавливаются металлические точеные зубчатые на мастике из графита, приготовленной на натуральной олифе. Если отсутствуют прокладки из положенного материала, то их можно изготовить из обрезков труб паропровода.
Сальниковые набивки для арматуры среднего и низкого давления.
Изготовляются трех типов: плетеные, скатанные и кольцевые. Набивки различаются по форме, конструкции и оплетке. По конструкции набивки разделяются на плетеные, прессованные и пасты.
Для заполнения сальника шнур разрезают на отрезки, свертывают в кольца и таким образом закладывают в сальниковую коробку. Эти набивки преимущественно применяются для среды с температурой до 400 °С.
Для давлений выше 200 кгс/см2 и температуры выше 400 °С набивочные кольца прессуются из графита, смеси асбеста с графитом или их составляют из металлической оболочки с мягким сердечником.
По форме сечения набивки разделяются на круглые и квадратные. Наибольшее применение имеют набивки квадратные, потому что лучше обжимают шпиндель.
По роду оплетения набивки бывают трех типов:
- с одним плетением;
- с несколькими плетениями;
- насквозь плетеные.
Для давлений до 10 кгс/см2 можно применять набивку с одним оплетением, для давлений от 10 до 64 кгс/см2 набивку с несколькими оплетениями и при давлениях свыше 64 кгс/см2 применяют набивку насквозь плетеную.
Набивки размерами до 19 мм при огибании вокруг оправки диаметром 75 мм и набивки размером свыше 22 мм вокруг оправки диаметром 150 мм не должны иметь выпучивания и расслаивания. Поверхность набивки должна быть ровной, не липкой, на ней не должно быть выступающих оборванных ниток.
Стандартные размеры, установленные для набивок: 4, 5, 6, 8, 10, 13, 16, 19, 22 мм.
Сальниковые набивки для арматуры высокого давления.
Пар высокого давления значительно быстрее разъедает каналы в местах неплотностей, через которые он просачивается, парение сальников при этом быстро увеличивается.
Если набивку дефектных сальников не заменить после начала парения сальника, то произойдет сильная эрозия металла шпинделя и шпиндель необходимо будет заменить новым.
На трубопроводах при давлении до 140 ата и температуре до 570 °С для сальниковых уплотнений арматуры применяют набивки различных типов, изготовленные из асбеста и графита.
Асбестовый шнур, пропитанный высококачественным цилиндровым маслом, применяется в качестве материала для набивок сальников для воды с температурой до 250 °С. Пропитка цилиндровым маслом предохраняет асбест от проникновения влаги, разрушающей асбест.
Набивка из асбеста применяется в виде колец, обильно протертых графитом, чем обеспечивается смазка шпинделя и уменьшается трение. При изготовлении набивки непосредственно на месте отдельные нити расплетенного асбестового шнура сечением 3-5 мм2 пропитывают смесью цилиндрического масла или вискозина 7 и серебристого графита.
В состав мастик для пропитки набивки входит 90% графита и 10% масла. На 1 кг асбестового шнура расходуется 0,1 кг пропитывающей смеси.
Кольца набивки можно прессовать в специальном прессе или непосредственно в сальниковой коробке нажимом сальниковой буксы. Укладку колец в сальниковую коробку нужно производить с разноской стыков колец по окружности на 90 °. Асбестовые набивки применяют для арматуры высокого давления, с температурой перегретого пара 525-535 °С.
Сальниковые набивки на графитовой основе.
Графит как материал для сальниковой набивки по сравнению с асбестовой основой обладает рядом достоинств: он не выгорает при высоких температурах, хорошо смазывает шпиндель и не впитывает влагу. К недостаткам графита относится способность некоторых сталей под слоем графита сильно корродировать. Опасность коррозии шпинделей особенно велика после гидравлического испытания при длительном хранении арматуры на складе или установленной на трубопроводе и не находящейся в эксплуатации. Ввиду этого набивку сальников устанавливают непосредственно перед вводом арматуры в эксплуатацию.
Для сальниковой набивки применяют чешуйчатый графит. Графит для сальниковой набивки должен быть свободен от минеральных и органических примесей и не содержать жиров. Содержание углерода должно быть не менее 90%. Набивка из чистого графита очень устойчива в работе. При правильном ее изготовлении;не возникает необходимости в.подтяжках и перебивках сальников в течение нескольких лет. Графитовая набивка является самой надежной из всех набивок, работающих при температуре пара 525-550 °С и выше.
Для уплотнений арматуры используют пустотелые свинцовые и красно-медные кольца, плотно набитые графитом и запаянные с обоих концов. На внутренней стороне колец сверлятся отверстия, через которые проходит графит для смазки штоков.
Свинцовые, набитые графитом кольца применяются для арматуры, устанавливаемой на трубопроводах, где температура протекающей среды не превышает 300 °С.
Применяют для уплотнений также бронированные шлифованные угольные кольца, изготовленые из высококачественного искусственного угля. На угольные кольца насаживают в нагретом состоянии медные или стальные кольца. После охлаждения угольное кольцо получает остаточные напряжения сжатия, благодаря чему оно выдерживает нажатие шпинделя без нарушения плотности при расширении от нагрева.
Сальниковые набивки на асбестовой основе.
Изготовляются в виде графито-асбестовой мастики, прессованной отдельно вне сальника в виде полуколец или в сальниковой камере. Для приготовления мастики как связывающий элемент берут 20-25 % по весу хризолитовый асбест мягкой структуры с распущенными волокнамй и чешуйчатый графит. В процессе смешивания добавляют воду в количестве 5 % общего веса смеси.
Для обеспечения удовлетворительной работы сальников и устранения пропаривания или пропусков среды необходимо применять только набивки, предназначенные для данной среды и параметров.
Для создания должной плотности набивка должна быть сжата сальниковой втулкой настолько, чтобы боковые давления на уплотнительные поверхности были достаточны для поддержания герметичности и в то же время не затрудняли перемещение шпинделя и не портили его поверхность.
Если нижние слои набивки недостаточно уплотнены, то нажатием сверху уплотняются только верхние слои набивки, а нижние остаются неуплотненными и сальник может пропаривать или пропускать. При хорошем уплотнении нижних слоев набивки и при дальнейшем уплотнении верхних сальники хорошо уплотняются на всю свою высоту и не пропаривают. Поэтому при укладке набивки в сальниковую камеру необходимо следить за тем, чтобы нижние слои набивки были хорошо уплотнены. При хорошем уплотнении нижних колец набивки верхние слои не требуют больших давлений для получения хороших уплотнений и шпиндель арматуры при этом будет вращаться легко.
Во время ревизии арматуры все элементы сальникового уплотнения и шпиндели необходимо тщательно очищать и осматривать, обнаруженные дефекты должны полностью устраняться.
Шпиндели должны иметь цилиндрическую и хорошо отполированную поверхность. Зазор между буксой и шпинделем 0,1-0,15 мм.
При набивке сальников необходимо следить за тем, чтобы кольца, коробка, шпиндель и инструмент для укладки были чистыми, и работа по набивке колец должна производиться с соблюдением чистоты.
Для арматуры, установленной на паропроводах, не следует применять промасленную набивку, так как пропитка выгорает и набивка дает усадку, что вызывает необходимость в подтяжке и добавке дополнительных колец. Кроме того, выгорающее масло плотно пристает к поверхности шпинделя, образуя трудно удаляемый нагар, который при перемещении шпинделя разрушает набивку, нарушает плотность сальника и ускоряет износ шпинделя.
В настоящее время часто для сальников паровой арматуры применяют набивочные кольца из сырого асбестового шнура, обильно пропитанного графитом. При укладке колец между ними засыпают сухой графит слоем 3-4 мм и обжимают кольца в сальниковой камере.
Для устранения утечки из сальника чешуек графита зазор между шпинделем, верхней и нижней сальниковой буксами должен быть не более 0,05 мм, в сальниковой камере устанавливается специально нижняя втулка, между верхней и нижней втулками сверху и снизу сальниковой набивки прокладывают прографиченные асбестовые кольца, плотно охватывающие шпиндель.
Для устранения утечки графита из сальника снизу и сверху набивки, а также в промежутках между графитом, как это показано на рисунке:
По всей высоте сальника укладываются кольца из паранита толщиной 0,5-1 мм, внутренний диаметр которых на 0,5 мм меньше диаметра шпинделя, а наружный диаметр равен диаметру расточки камеры.
Шпиндели и буксы арматуры для работы с графитовыми сальниками, изготовляются из стали, предназначенной для азотирования. Высокая твердость наружной поверхности азотированной стали предохраняет шпиндель от заеданий в буксах.
Шпиндели, предназначенные для работы с графитовыми уплотнениями, должны быть перед азотированием тщательно отполированы.
Графитовые сальники набиваются в следующем порядке: тщательно очищают шпиндель и сальниковую камеру, устанавливают нижнюю втулку, являющуюся основанием уплотнения, нижнее асбестовое или паранитовое кольцо, наполняют сальниковую камеру сухим чешуйчатым графитом, графит обжимают при помощи верхней сальниковой буксы, буксу поднимают и камеру дополняют графитом. Наполняют и уплотняют графит до тех пор, пока втулка сальника будет заходить лишь на 10-15 мм. После этого укладывают верхнее асбестовое кольцо. После окончания набивки сальника шпиндель туго перемещается, но после нескольких открытый и закрытий шпиндель передвигается нормально.
При горизонтальном расположении арматуры сальники набивают чешуйчатым графитом, смоченным водой или чистым глицерином, в виде густой кашицы. Набивка сальников графитом производится также из готовых прессованных из графита колец. После укладки и зажатия сальника буксой графитовые кольца разрушаются, обеспечивая тем самым хорошее уплотнение.
При набивке сальников мастикой, приготовленной на асбесто-графитовой основе, первоначально на дно сальниковой камеры помещают кольцо из сухого прографи-ченного асбестового шнура, заполняют камеру мастикой или полукольцами и после заполнения сальника кладут кольцо из прографиченного асбестового шнура и зажимают буксой.
Набивки на асбесто-графитовой основе применяются для паровой и водяной арматуры, работающей при давлении не свыше 100 ата. Для хорошей и надежной работы сальника необходимо следить за тем, чтобы в сальник не проникала влага.
Для обеспечения надежной работы сальниковых уплотнений арматуры необходимо соблюдать следующие правила:
- Перед укладкой набивки сальниковая коробка и шпиндель должны быть тщательно очищены от следов старой набивки.
- При смене сильно изношенной набивки ее необходимо удалять из сальника полностью. Изношенную сальниковую набивку можно использовать только частично, но ее при этом необходимо снова пропитать смазкой и укладывать только в верхние слои.
- Укладку набивки в сальниковую коробку необходимо производить отдельными кольцами, с разноской стыков на угол не менее 90°.
- При перерезании плетеных набивок во избежание расплетания или разлохмачивания концов до установки рекомендуется предварительно обвязывать по обе стороны их разрезы суровой ниткой или мягкой медной проволокой. В набивках из растительного волокна набивку можно оставить на кольцах при заполнении ими сальника, что увеличивает ее долговечность.
- Стыки колец должны быть ровно обрезаны острым ножом под углом 45°.
- Нарезанные кольца должны свободно, но без большого зазора входить в гнездо. Каждое кольцо вкладывают в гнездо отдельно и обжимают, начиная снизу, специальной деревянной трамбовкой или нажимной втулкой. Укладка шнура спирально не допускается. Высота обжатой набивки должна быть такой, чтобы сальник можно было при необходимости подтянуть. Для арматуры диаметром /менее 100 мм высота возможного подтягивания сальника принимается около 20 мм, а для арматуры диаметром более 100 мм-20-30 мм.
- Затяжка сальниковых болтов должна производиться без перекосов и применения больших усилий. Чрезмерная затяжка сальника приводит к выдавливанию смазочных включений, к ускоренному износу и увеличению трения.
- В первое время после установки набивки необходимо следить за затяжкой сальников. Набивка сальников иногда выгорает или разбухает в зависимости от рода и температуры среды. А поэтому иногда требуется дополнительно подтягивать или ослаблять набивку сальников для компенсации расширения или разбухания набивки.
- За время длительной остановки набивка арматуры может высохнуть, поэтому перед новым включением арматуры в работу необходимо подтянуть или перепаковать сальники.
В современных системах отопления всё большую популярность находят котлы, работающие на пеллетах. В таком котле одним из элементов являются горелки пеллетные. Заказать такие горелки можно перейдя по ссылке.






